

|
उत्पाद विवरण:
|
| आयुध डिपो: | 6-630mm | मोटाई: | 0.5-60mm |
|---|---|---|---|
| लंबाई: | 300-12000mm | प्रकार: | ठंड लुढ़का |
| आवेदन: | बॉयलर, रासायनिक | मानक: | AISI एएसटीएम |
| आकृति: | Round.square.Rectangle | तकनीक: | कोल्ड रोल्ड हॉट रोल्ड |
| हाई लाइट: | निर्बाध स्टेनलेस स्टील ट्यूब,एसएस सीमलेस पाइपों |
||
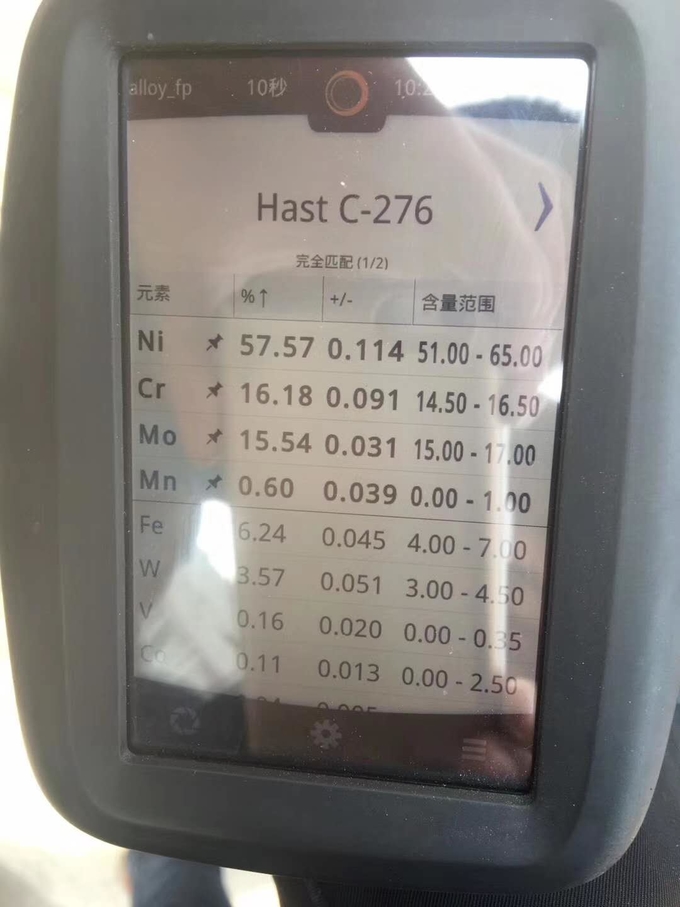
नी 57.0, मो 16.0, सीआर 15.5, फे 5.5, डब्ल्यू 3.8
निम्नलिखित रूपों में इस ग्रेड में HASTELLOY C276: बार, हेक्स बार, स्क्वायर बार, वायर स्पूल, वायर कट, ढीले कॉइल, शीट, प्लेट, कॉइल, ट्यूब, पाइप, निप्पल, कोहनी, फिटिंग, कपलिंग, फ्लैजन, फास्टनरों, फोर्जिंग , डिस्क, machined.This एक निकल-क्रोमियम-मोलिब्डेनम गढ़ा मिश्र धातु है जो सबसे बहुमुखी जंग प्रतिरोधी मिश्र धातु उपलब्ध माना जाता है। यह मिश्र धातु वेल्ड हीट प्रभावित क्षेत्र में अनाज की सीमा के अवक्षेप के निर्माण के लिए प्रतिरोधी है, इस प्रकार यह एक वेल्डेड स्थिति में अधिकांश रासायनिक प्रक्रिया अनुप्रयोगों के लिए उपयुक्त बनाता है। मिश्र धातु C-276 में 1900 ° F तक वायुमंडलीय छिद्रण, तनाव-संक्षारण खुर और ऑक्सीकरण का उत्कृष्ट प्रतिरोध है। मिश्र धातु सी -276 में विभिन्न प्रकार के रासायनिक वातावरण के लिए असाधारण प्रतिरोध है।
लक्षण
अनुप्रयोगों
HASTELLOY C276 के कुछ विशिष्ट अनुप्रयोगों में रासायनिक और पेट्रोकेमिकल कार्बनिक क्लोराइड प्रक्रियाओं में उपकरण घटक और हलाइड या एसिड उत्प्रेरक का उपयोग करने वाली प्रक्रियाएं शामिल हैं। अन्य उद्योग अनुप्रयोग लुगदी और कागज़ (डाइजेस्टर और ब्लीच क्षेत्र), स्क्रबर्स और ग्रिप गैस डिसल्फराइजेशन, फ़ार्मास्युटिकल और खाद्य प्रसंस्करण उपकरण के लिए हैं।
HASTELLOY C-276 एक निकल-क्रोमियम-मोलिब्डेनम मिश्र धातु है जिसका सार्वभौमिक संक्षारण प्रतिरोध किसी अन्य मिश्र धातु द्वारा बेजोड़ है। इसमें फेरिक और कप्रिक क्लोराइड, गर्म दूषित खनिज एसिड, सॉल्वैंट्स, क्लोरीन और क्लोरीन दूषित (कार्बनिक और अकार्बनिक दोनों), शुष्क क्लोरीन, फार्मिक और एसिटिक एसिड, एसिटिक एनहाइड्राइड, समुद्र के पानी और सहित विभिन्न प्रकार की रासायनिक प्रक्रिया के वातावरण का उत्कृष्ट प्रतिरोध है। नमकीन घोल और हाइपोक्लोराइट और क्लोरीन डाइऑक्साइड समाधान। मिश्र धातु C276 भी वेल्ड गर्मी प्रभावित क्षेत्र में अनाज की सीमा उपजीवन के गठन का विरोध करता है, जिससे यह वेल्डेड स्थिति में अधिकांश रासायनिक प्रक्रियाओं के लिए उपयोगी होता है। यह थकावट और तनाव जंग खुर के लिए उत्कृष्ट प्रतिरोध है।
HASTELLOY C276 शीट 0.044 "2050 ° F पर गर्मी-उपचारित स्थिति में मोटी, तेजी से बुझती है, इसमें औसतन ओलेंस कप की गहराई 0.48" है। मिश्र धातु C-276 को कई विधियों द्वारा सफलतापूर्वक निर्मित किया जा सकता है। मिश्र धातु कठोर काम करता है लेकिन उचित देखभाल के साथ, मिश्र धातु आसानी से गर्म और ठंडा होता है। वेल्डिंग, मशीनिंग और बनाने की पूरी जानकारी उपलब्ध है
रासायनिक आवश्यकताएँ | |||||||
|---|---|---|---|---|---|---|---|
नी | सीआर | Mn | मो | सी | सी | फे | |
| अधिकतम% | बाल। | 16.5 | 1.0 | 17.0 | 0.010 | 0.08 | 7.0 |
| न्यूनतम% | 14.5 | 15.0 | 4.0 | ||||
यांत्रिक संपत्ति आवश्यकताएँ | |||||
|---|---|---|---|---|---|
| अंतिम तन्यता | यील्ड स्ट्रेंथ (0.2% OS) | Elong। 2 इन (50.8 मिमी) या 4 डी मिनट,% | आर / ए | कठोरता | |
| मिन | 100 केसी | 41 केसी | 40 | ||
| मैक्स | |||||
| न्यूनतम (मीट्रिक) | 690 एमपीए | 283 एमपीए | |||
| मैक्स | |||||
तापमान पर औसत तन्यता डेटा का चार्ट
विशेष विवरण | |
|---|---|
| प्रपत्र | मानक |
UNS | UNS N10276 |
बार | एएसटीएम बी 574 दीन 17752 |
तार | |
चादर | एएसटीएम बी 575 दीन 17750 |
प्लेट | एएसटीएम बी 575 दीन 17750 |
फिटिंग | एएसटीएम बी 366 |
फोर्जिंग | एएसटीएम बी 564 |
ट्यूब | एएसटीएम बी 619 एएसटीएम बी 622 एएसटीएम बी 626 दीन 17751 |
पाइप | एएसटीएम बी 619 एएसटीएम बी 622 एएसटीएम बी 626 दीन 17751 |
वेल्ड तार | A5.14 ERNiCrMo-4 |
वेल्ड इलेक्ट्रोड | A5.11 ENiCrMo-4 |
दीन। | 2.4819 सभी प्रपत्र |
| तालिका 16 | |
|---|---|
| आवश्यक उपकरण और मशीन की स्थापना | |
| संचालन | कार्बाइड उपकरण |
| गंभीर रुकावट के साथ, पर्याप्त | टर्निंग या फेसिंग सी -2 और सी -3 ग्रेड: नेगेटिव रेक स्क्वायर इंसर्ट, 45 डिग्री एससीईए 1, 1/32 इन, नाक रेडियस। उपकरण धारक: 5 डिग्री नकारात्मक। बैक रेक, 5 डिग्री नेगेटिव। साइड रेक। गति: 30-50 एसएफएम, 0.004-0.008 इंच, कट की गहराई में 0.150। ड्राई 2, ऑयल 3 या वॉटर-बेस कूलेंट 4। |
| सामान्य खुरदरापन | टर्निंग या फेसिंग सी -2 या सी -3 ग्रेड: नेगेटिव रेट स्क्वेयर इंसर्ट, 45 डिग्री एससीईए, 1/32 इन नाक रेडियस। उपकरण धारक: 5 डिग्री नकारात्मक। बैक रेक, 5 डिग्री नेगेटिव। साइड रेक। गति: सेट अप की कठोरता के आधार पर 90 एसएफएम, फ़ीड में 0.150 इंच की गहराई। सूखा, तेल, या पानी के आधार शीतलक। |
| फिनिशिंग | टर्निंग या फेसिंग C-2 या C-3 ग्रेड: पॉजिटिव रेक स्क्वायर इंसर्ट, यदि संभव हो तो, 45 डिग्री SCEA, 1/32 इन, नाक त्रिज्या। उपकरण धारक: 5 डिग्री पॉज़। बैक रेक, 5 डिग्री पॉज़। साइड रेक। गति: 95-110 sfm, 0.005-0.007 में फ़ीड, लियो इन, कट की गहराई। सूखा या पानी-आधार शीतलक। |
| रफ बोरिंग | C-2 या C-3 ग्रेड: यदि टाइपिंग बोरिंग बार डालें, तो सबसे बड़ा संभव SCEA और 1/16 इन, नाक त्रिज्या के साथ मानक सकारात्मक रेक टूल का उपयोग करें। यदि उपकरण पट्टी को बांधा जाता है, तो 0 डिग्री बैक रेक, 10 डिग्री पॉज़ पीसें। साइड रेक, नाक की त्रिज्या में 1/32 और सबसे बड़ा संभव SCEA। गति: सेटअप की कठोरता के आधार पर 70 sfm, फ़ीड में 0.005-0.008, फ़ीड की 1/8, कट की गहराई। सूखा, तेल या पानी के आधार शीतलक। |
| बोरिंग खत्म करो | सी -2 या सी -3 ग्रेड: इंसर्ट टाइप रेक टूल्स पर स्टैंडर्ड पॉजिटिव रेक टूल्स का इस्तेमाल करें। खत्म मोड़ के लिए और पीछे की रेक को छोड़कर के रूप में brazed उपकरण पीस 0 डिग्री पर सबसे अच्छा हो सकता है। गति: 95-110 sfm, 0.002-0.004 फ़ीड में। जल-आधार शीतलक। |
| टिप्पणियाँ: | |
1 SCEA - साइड कटिंग एज एंगल या टूल का लीड एंगल। 2 किसी भी बिंदु पर जहां ड्राई कटिंग की सिफारिश की जाती है, उपकरण पर निर्देशित एक एयर जेट पर्याप्त उपकरण जीवन प्रदान कर सकता है। वाटर-बेस कूलेंट की धुंध भी प्रभावी हो सकती है। 3 तेल शीतलक प्रीमियम गुणवत्ता होना चाहिए, अत्यधिक दबाव योजक के साथ सल्फोक्लोरेटेड तेल। 50 से 125 एसएसयू से 100 डिग्री एफ पर एक चिपचिपापन। 4 वाटर-बेस कूलेंट में प्रीमियम गुणवत्ता, सल्फोक्लोराइनेटेड पानी में घुलनशील तेल या अत्यधिक दबाव वाले एडिटिव्स के साथ रासायनिक इमल्शन होना चाहिए। 15: 1 मिश्रण बनाने के लिए पानी के साथ पतला। वाटर-बेस कूलेंट के कारण बाधित कटों में कार्बाइड टूल्स की चिपिंग और तेजी से विफलता हो सकती है। | |
| तालिका 17 | |
|---|---|
| आवश्यक उपकरण और मशीन की स्थापना | |
| संचालन | कार्बाइड उपकरण |
| मिलिंग का सामना करना | कार्बाइड आमतौर पर सफल नहीं होता है, सी-ग्रेड काम कर सकता है। सकारात्मक अक्षीय और रेडियल रेक, 45 डिग्री कोने के कोण, 10 डिग्री राहत कोण का उपयोग करें। गति: 50-60 sfm। फ़ीड: 0.005-0.008 इंच। तेल या वॉटरबेस कूलेंट कार्बाइड कटर दांतों के थर्मल शॉक नुकसान को कम करेंगे। |
| अंत मिलिंग | अनुशंसित नहीं है, लेकिन अच्छे सेटअप पर सी -2 ग्रेड सफल हो सकते हैं। सकारात्मक रेक का उपयोग करें। गति: 50-60 sfm। फ़ीड: उच्च गति वाले स्टील के समान। तेल या पानी-बेस कूलेंट थर्मल शॉक नुकसान को कम करेगा। |
| ड्रिलिंग | सी -2 ग्रेड की सिफारिश नहीं की गई है, लेकिन कोई बड़ी गहराई नहीं होने पर कठोर ड्रिल पर टैप ड्रिल सफल हो सकता है। वेब को थ्रस्ट को कम करने के लिए पतला होना चाहिए। बिंदु पर कोण शामिल 135 डिग्री का उपयोग करें। गन ड्रिल का उपयोग किया जा सकता है। गति: 50 sfm। तेल या पानी के आधार शीतलक। कूलेंट-फीड कार्बाइड इत्तला दे दी गई ड्रिल कुछ सेटअपों में किफायती हो सकती है। |
| reaming | C-2 या C-3 ग्रेड: इत्तला दे दी गई राइमर, ठोस कार्बाइड राइमर को अच्छे सेटअप की आवश्यकता होती है। उपकरण ज्यामिति उच्च गति स्टील के समान है। गति: 50 sfm। फ़ीड: उच्च गति वाले स्टील के समान। |
| दोहन | अनुशंसित नहीं, मशीन थ्रेड्स, या उन्हें रोल-फ़ॉर्म करें। |
| बिजली की निर्वहन मशीनिंग | किसी भी पारंपरिक विद्युत निर्वहन मशीनिंग प्रणाली (ईडीएम) या तार (ईडीएम) का उपयोग करके मिश्र धातुओं को आसानी से काटा जा सकता है। |
| टिप्पणियाँ: | |
5 M-40 श्रृंखला हाई स्पीड स्टील्स में लेखन के समय M-41, M-42, M-43, M-44, M-45 और M-46 शामिल हैं। दूसरों को जोड़ा जा सकता है और समान रूप से उपयुक्त होना चाहिए। 6 तेल शीतलक एक प्रीमियम गुणवत्ता, अत्यधिक दबाव योजक के साथ सल्फोक्लोरेटेड तेल होना चाहिए। 50 से 125 एसएसयू तक 100 डिग्री एफ पर एक चिपचिपापन। 7 वॉटर-बेस कूलेंट में प्रीमियम गुणवत्ता, सल्फोक्लोराइनेटेड पानी में घुलनशील तेल या अत्यधिक दबाव एडिटिव्स के साथ रासायनिक इमल्शन होना चाहिए। 15: 1 मिश्रण बनाने के लिए पानी के साथ पतला। | |
| तालिका 18 | |
|---|---|
| प्लाज्मा आर्क कटिंग | |
| हमारी मिश्र धातु को किसी भी पारंपरिक प्लाज्मा आर्क कटिंग सिस्टम का उपयोग करके काटा जा सकता है। आर्गन और हाइड्रोजन गैसों के मिश्रण का उपयोग करके सबसे अच्छी चाप गुणवत्ता प्राप्त की जाती है। हाइड्रोजन गैसों के लिए नाइट्रोजन गैस को प्रतिस्थापित किया जा सकता है, लेकिन कट की गुणवत्ता थोड़ी बिगड़ जाएगी। दुकान हवा या किसी भी ऑक्सीजन असर गैसों जब प्लाज्मा इन मिश्र धातुओं को काटने से बचा जाना चाहिए। | |



व्यक्ति से संपर्क करें: Mr. Gao Ben
दूरभाष: +86-18068357371
फैक्स: 86-0510-88680060







